
Control Chart Adalah [Kegunaan Beserta Contohnya]
Control chart atau grafik kendali merupakan suatu grafik yang penting dalam laboratorium dalam menjalankan aktivitas pengukuran tertentu secara rutin. Grafik ini juga sering disebut dengan Shewhart chart. Hal ini sesuai dengan pencetusnya yaitu Walter Shewhart, seorang ilmuwan asal Amerika yang mendapat julukan sebagai bapak kendali mutu statistika (the father of statistical quality control). Lantas, seperti apa dan untuk apa sebenarnya grafik ini?
Baca juga: Spektrofotometer UV-Vis, Sudah Paham Sejauh Mana?
Control Chart, Untuk Apa?
Awalnya, Walter Shewhart mencetuskan grafik kendali untuk mengindikasikan efek atau signifikansi dari kerusakan instrumen terhadap variasi data hasil pengukuran. Inilah control chart pertama dan saat ini telah menjadi basis statistika quality control. Sederhananya grafik ini menggambarkan suatu nilai dari serangkaian pengukuran terhadap waktu. Melalui grafik ini, Anda dapat mempelajari dan memantau proses analitik yang berjalan sepanjang waktu.
Melalui control chart, Anda dapat memantau aktivitas pengukuran untuk melihat apakah ada deviasi atau penyimpangan. Misalkan Anda baru saja menerapkan metode pengukuran baru ataupun menggunakan instrumen baru. Anda dapat menemukan apakah suatu perubahan dapat berakibat pada deviasi hasil yang Anda harapkan. Oleh karenanya, interpretasi terhadap hasil pengukuran pada plot grafik ini akan menjadi hal penting dalam pengambilan keputusan ke depannya.
Baca juga: Titrasi Asam Basa: Prinsip dan Aplikasi
Kapan dan Bagaimana Menggunakannya?
Grafik ini penting untuk menyediakan pemantauan terhadap kinerja analisis secara keseluruhan. Tidak hanya itu, pemantauan melalui grafik kendali dapat menjadi bagian dari pengecekan rutin kondisi instrumen dan prosedur pengujian yang dapat dimanfaatkan oleh lab dan industri manapun. Anda dapat menggunakan grafik ini ketika:
- Kontrol proses sedang berlangsung.
- Memprediksi rentang nilai target.
- Menentukan kestabilan proses.
- Menganalisis pola dari variasi proses, baik dari aktivitas rutin maupun nonrutin.
- Menentukan apakah peningkatan mutu yang akan Anda jalani bertujuan untuk mengatasi permasalahan tertentu atau untuk membuat perubahan mendasar pada proses.
Baca juga: Kalibrasi adalah [Pengertian, Kapan, dan Bagaimana Kalibrasi]
Sampel yang diuji untuk keperluan plot pada control chart disebut dengan sampel QC (quality control). Sampel QC adalah sampel yang biasanya diukur dengan proses analitik, yang stabil dan tersedia dalam jumlah besar. Pada plot grafik kendali, sumbu y menyatakan nilai hasil pengukuran dari sampel QC tersebut. Namun Anda juga dapat menuliskannya sebagai nilai absolut atau perbedaan dari nilai target. Sementara sumbu x menyatakan waktu pengukuran.
Sampel QC diukur beberapa kali pada berbagai kondisi yang mewakili kondisi normal sehari-hari. Data hasil pengukuran tersebut selanjutnya digunakan untuk menghitung nilai mean atau rata-rata dan standar deviasi. Untuk menentukan warning limit (WL) dan action limit (AL) pada grafik, Anda perlu menetapkan standar deviasi (simpangan baku).
Nilai target dalam pengukuran
Dalam beberapa kasus, Anda tidak dapat menentukan nilai target. Misalnya, nilai target untuk pengukuran persentase impuritas adalah sekecil mungkin atau mendekati nol. Dalam kasus seperti ini, Anda harus menjalankan pengukuran sampel dalam jumlah besar (dengan jaminan bahwa proses berjalan sempurna) lalu mean dari hasil tersebut Anda tetapkan sebagai nilai target.
Baca juga: Kenali Definisi Validasi yang Penting untuk Suatu Metode Analisis
Contoh control chart beserta istilah-istilahnya
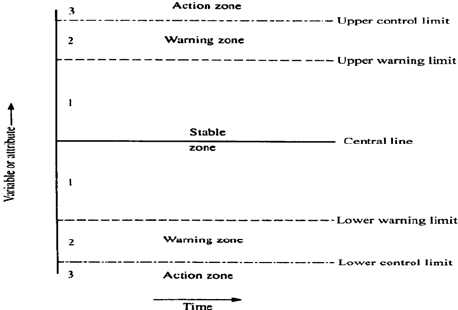
- Central line: Mean (x̄)
Nilai mean berperan untuk validasi tingkat presisi dari suatu proses analitik. Apabila Anda melakukan pengukuran terbaru, maka data terbaru tersebut berperan sebagai central line. Anda dapat memunculkan asumsi bahwa data tidak bias apabila hasil pengukuran terletak tepat di central line.
- Standar deviasi (σ atau s)
Istilah ini berkaitan dengan ukuran seberapa tersebarnya suatu data relatif terhadap nilai mean. Dalam prakteknya, standar deviasi tidak Anda ketahui sehingga harus memperkirakannya dari data historis.
- Upper line
Batas ini merupakan batas atas pada control chart. Upper line sendiri terbagi menjadi dua macam. Pertama, Upper Control Limit (UCL) atau Upper Action Limit (UAL) yang terletak di bagian paling atas. Kedua, Upper Warning Limit (UWL) yang berada di antara UCL dan central line.
- Lower line
Batas ini merupakan batas bawah pada control chart. Lower line juga terbagi menjadi dua macam. Yang pertama adalah Lower Control Limit (LCL) atau Lower Action Limit (LAL) yang terletak di bagian paling bawah grafik. Lalu ada Lower Warning Limit (LWL) yang berada di antara LCL dan central line.
Nantinya, Anda akan membandingkan data hasil pengukuran dengan central, upper, dan lower line. Dari analisis dan interpretasi tersebut, Anda dapat menarik kesimpulan apalah variasi proses bersifat konsisten (masih terkendali) atau tidak.
Mempersiapkan control chart
Dalam mempersiapkan control chart, Anda harus:
- Menjalankan 10 hingga 20 pengukuran untuk sampel standar.
- Menghitung mean dan standar deviasi dari hasil pengukuran tersebut.
- Menguji hipotesis mengenai perbedaan antara mean dengan nilai target dengan uji t.
- Mulai membuat control chart apabila hipotesis diterima.
Interpretasi Control Chart
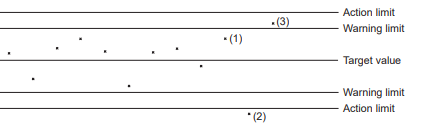
Analisis terhadap plot grafik hasil pengukuran sampel QC berguna untuk mendeteksi pola yang tidak diinginkan. Hal itu dapat berupa seperti adanya pergeseran nilai ataupun hasil yang berada di luar warning limit dan action limit. Berikut adalah beberapa cara bagaimana membaca hasil pengukuran pada control chart.
- Ketika hasil pengukuran masih berada di dalam warning limit (1), maka kesimpulannya adalah hasilnya bersifat memuaskan.
- Apabila hasil pengukuran berada di antara warning limit dan action limit (3), maka masih dapat diterima asalkan total pengukuran tidak lebih dari 2 dari 20 hasil.
- Jika nilainya berada di luar action limit (2) atau terdapat tren yang fluktuatif sebanyak tujuh kali pengukuran berturut-turut, maka hal ini mengindikasikan bahwa Anda wajib menjalankan tindakan perbaikan seperti kalibrasi instrumen.
Terdapat tiga tanda yang mengindikasikan adanya permasalahan:
- Terdapat tiga nilai berturut-turut di antara warning limit dan action limit.
- Dua nilai berikutnya terletak di luar warning limit tapi berada di sisi yang sama dengan mean.
- Adanya 10 nilai berturut-turut yang berada di sisi yang sama dengan mean.
Contoh Pembuatan dan Implementasinya dalam Evaluasi Data
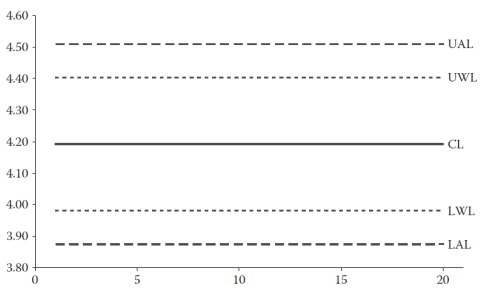
Berikut ini Saya berikan contoh pembuatan control chart dan Implementasinya dalam mengevaluasi data. Control chart dari data hasil pengukuran adalah sebagai berikut.
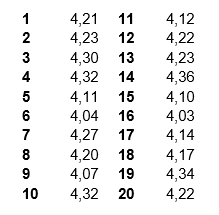
Dari data di atas, maka:
| Mean | 4,20 |
| SD | 0,1005 |
| UAL | 4,50 |
| UWL | 4,40 |
| LWL | 4,00 |
| LAL | 3,90 |
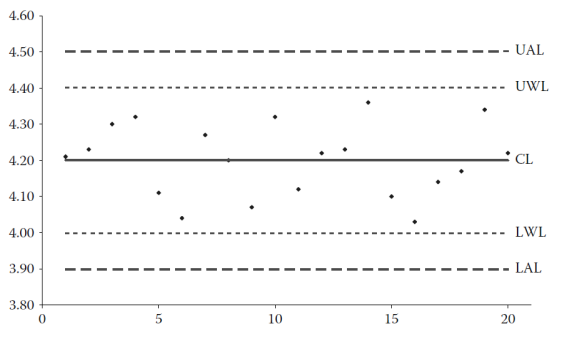
Selanjutnya, simpulkan data di bawah berdasarkan control chart di atas.
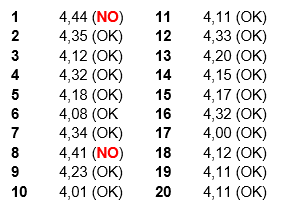
Dari tabel di atas kita bisa mengetahui mana data yang outlier. Lalu, gambarkan control chart berdasarkan data di atas yang solusinya adalah dengan mengeliminasi data 1 dan 8. Selanjutnya, tentukan ulang mean dan standar deviasinya. Dengan menggunakan uji F, varians ternyata tidak berbeda secara signifikan. Anda dapat menggunakan uji t untuk membandingkan nilai mean.
| Mean | 4,19 |
| Standar Deviasi | 0,106 |
| UAL | 4,51 |
| UWL | 4,40 |
| LWL | 3,98 |
| LAL | 3,88 |
Berikut adalah control chart akhir yang dapat Anda gunakan untuk pengukuran selanjutnya.
Terimakasih kak materinya izin untuk menambahkan kalo ditambahin rumus untuk standar deviasi sih lebih enak lagi biar cepet paham🙏🏻
Terimakasih untuk masukannya, nanti akan kami update ya
terimakasih atas sharing infonya ya kak, oya kak apakah contr sample standar ini maksudnya sample yang sudah diketahui nilainya , misalnya dari hasil konsesus uji profisiensi ? jika iya , misalnya control sample dari arsip uji profisiensi ini yang digunakan untuk pembuatan control chart jumlahnya sedikit sehingga tidak memungkinkan untuk dilakukan pengujian sampai 10 kali seperti di atas.., kira kira apakah yang bisa dilakukan oleh lab ya kak? terimakasih sebelumnya ya kak
Halo Wira, sample standard itu punya nilai yang diketahui atau disepakati. Lebih bagus lagi kalau standard itu punya sifat tertelusur dan bersertifikat, seperti CRM atau SRM. Kami biasanya tidak menggunakan hasil uji profisiensi, namun standard yang sengaja kami beli (CRM atau SRM) untuk kami uji secara rutin. Dengan bahan yang bisa kita uji secara rutin seperti CRM maka kita bisa dapatkan data yang banyak dengan mudah untuk dibangun menjadi control chart.
trima kasih atas materinya kak, mau bertanya, misalkan dalam pengujian instrumen AAS logam yang akan digunakan sebagai acuan pengujian ada 7 logam apakah Control Chart nya harus bikin 7 juga ?
Terima kasih
Halo ka betul ya. Jadi masing-masing parameter harus dibuatkan control chartnya